Context Clue
Context Clue is an AI-driven knowledge management platform for industrial engineering teams. It transforms complex data from CAD …
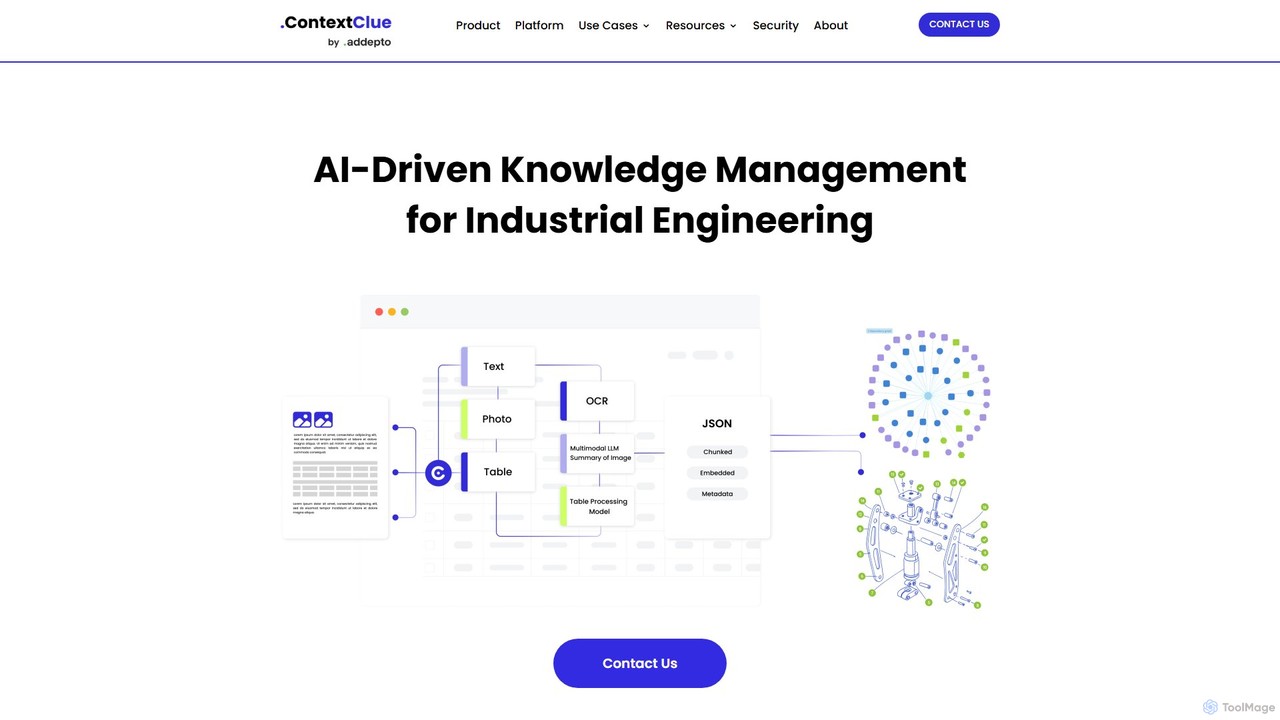
Context Clue is an AI-driven knowledge management platform for industrial engineering teams. It transforms complex data from CAD files, ERP systems, and technical documents into structured, queryable knowledge graphs. This enables engineers to instantly find information, visualize system relationships, and streamline workflows for spare parts planning, maintenance, and digital twin operations, significantly reducing search time and improving operational efficiency.
About Industrial Automation
Industrial Automation refers to the application of AI technologies to automate and optimize processes within industrial settings, moving beyond traditional fixed-logic systems. These tools leverage machine learning, computer vision, and data analytics to enable intelligent decision-making, predictive capabilities, and adaptive control in manufacturing, logistics, and energy sectors. They aim to enhance operational efficiency, reduce downtime, and improve product quality by transforming factories into smart, self-optimizing environments.
Core Features
- Predictive Maintenance: Analyzes sensor data to forecast equipment failures, enabling proactive repairs and minimizing unplanned downtime.
- Automated Quality Control: Utilizes computer vision and AI algorithms to detect defects in real-time, ensuring consistent product quality.
- Robotic Process Automation (RPA): Integrates AI with robotic systems for more flexible, adaptive, and efficient execution of complex tasks.
- Process Optimization: Employs machine learning to analyze production data, identifying bottlenecks and suggesting improvements for efficiency and throughput.
- Energy Management: AI-driven systems monitor and optimize energy consumption across industrial facilities, reducing operational costs and environmental impact.
Applicable Scenarios
Industrial Automation tools are crucial for modern manufacturing plants seeking to achieve Industry 4.0 standards, where they enable smart factories to operate with minimal human intervention. They are also vital in large-scale logistics and warehousing for optimizing material flow and inventory management, and in energy production facilities for predictive asset management and grid optimization. These tools empower engineers, operations managers, and plant supervisors to make data-driven decisions and streamline complex workflows.
How to Choose
When selecting Industrial Automation AI tools, consider the specific operational challenges you aim to solve and the level of integration required with existing legacy systems. Evaluate the tool's scalability to grow with your production needs, its data security protocols, and the vendor's expertise in your industry. Assess the ease of deployment, user interface, and the availability of technical support and training to ensure a smooth transition and effective utilization.
Industrial AutomationUse Cases
Implementing Predictive Maintenance for Production Lines
A manufacturing plant manager uses AI-powered industrial automation tools to monitor critical machinery like CNC machines and conveyor belts. By analyzing real-time sensor data (vibration, temperature, pressure), the AI predicts potential equipment failures days or weeks in advance. This allows maintenance teams to schedule proactive repairs during planned downtime, preventing costly unexpected breakdowns and ensuring continuous production flow, ultimately reducing maintenance costs by up to 30%.
Enhancing Quality Control in Assembly Processes
An automotive assembly line supervisor deploys AI-driven computer vision systems to inspect newly manufactured parts and assembled components. High-resolution cameras capture images, which AI algorithms then analyze for defects such as scratches, misalignments, or missing parts, far more accurately and consistently than human inspectors. This automation ensures that only high-quality products proceed to the next stage, significantly reducing rework and warranty claims.
Optimizing Energy Consumption in Industrial Facilities
An energy manager at a chemical processing plant utilizes AI automation to intelligently manage power usage across various production units, HVAC systems, and lighting. The AI learns consumption patterns, predicts demand fluctuations, and dynamically adjusts energy distribution to minimize waste. This proactive energy management can lead to substantial reductions in electricity bills and carbon footprint, aligning with sustainability goals while maintaining operational stability.
Automating Material Handling and Logistics in Warehouses
A logistics operations manager integrates AI with autonomous mobile robots (AMRs) and automated guided vehicles (AGVs) in a large distribution center. The AI system optimizes routing for these robots, manages inventory placement, and orchestrates the movement of goods from receiving to shipping. This automation dramatically increases throughput, reduces human error in picking and packing, and improves overall warehouse efficiency, especially during peak seasons.
Real-time Anomaly Detection for Process Monitoring
An operations engineer in a petrochemical refinery employs AI-driven anomaly detection to continuously monitor critical process parameters like temperature, pressure, and flow rates. The AI establishes baseline normal behavior and immediately flags any deviations that could indicate equipment malfunction, leaks, or unsafe conditions. This early warning system allows operators to intervene quickly, preventing potential hazards, minimizing environmental impact, and avoiding costly shutdowns.
Streamlining Supply Chain Demand Forecasting
A supply chain planner for a consumer goods company uses AI automation to analyze historical sales data, market trends, seasonal variations, and external factors like economic indicators. The AI generates highly accurate demand forecasts, enabling precise inventory management, optimized production schedules, and reduced stockouts or overstock situations. This leads to improved customer satisfaction and significant cost savings across the entire supply chain.